

Заводы автоматических выключателей на 6 ка
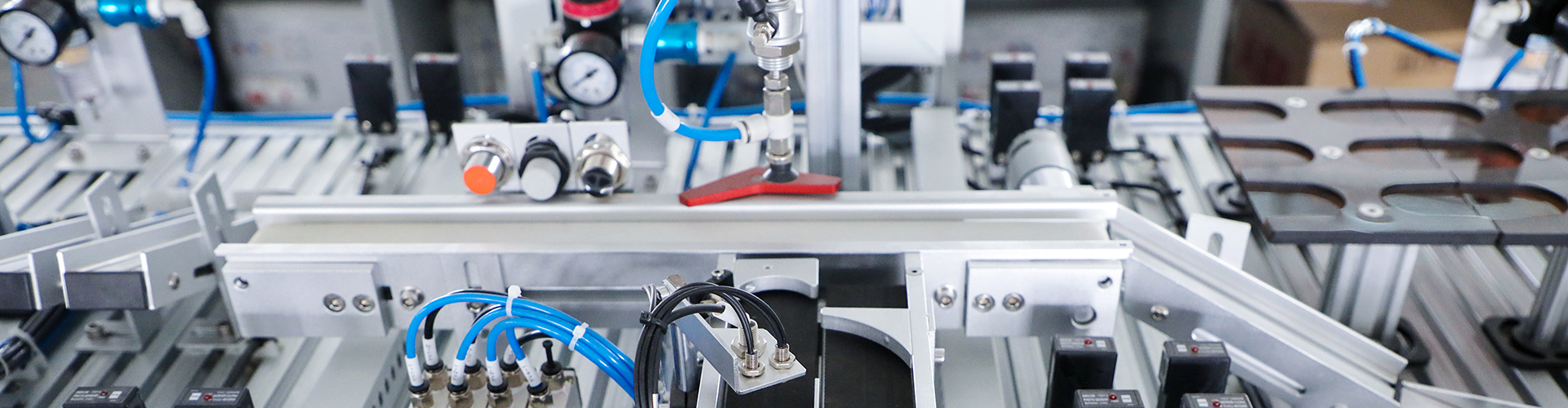
Когда слышишь про заводы автоматических выключателей на 6 кА, многие сразу представляют конвейеры с роботами. Но на деле даже в 2024 году ключевые узлы вроде калибровки расцепителей требуют ручной настройки. Вот на что новички редко обращают внимание...
Почему именно 6 кА?
До сих пор встречаю проектировщиков, которые путают категорию применения АВ с отключающей способностью. Для стандартных распределительных щитов в жилых зданиях 6 кА — это не просто цифра из ГОСТ, а расчетный параметр для токов КЗ в конце линии. Помню, как на объекте в Химках пришлось экстренно менять аппараты после замеров петли фаза-ноль — проектное значение было занижено на 40%.
На производстве ООО Тяньцзинь Цэньдаао Электрик до сих пор сохранили линию термообработки контактов из спецсплава. Технология 1990-х, но дает стабильное переходное сопротивление на уровне 85 мкОм. Для сравнения: у китайских аналогов этот параметр плавает от 110 до 300 мкОм после цикла тестовых коммутаций.
Кстати, о тестах. Наш отдел ТК как-то забраковал партию из 2000 штук из-за отклонения в скорости срабатывания электромагнитного расцепителя. Погрешность была в пределах 5%, но для цепей аварийного освещения это критично. Пришлось перенастраивать всю оснастку на пресс-автоматах.
Технологические ловушки при сборке
Дугогасительные камеры — отдельная головная боль. При запуске серии ВА47-29 постоянно был брак по свариванию деионных решеток. Оказалось, проблема в температурном режиме лазерной сварки — при 1200°C медь начинала выделять оксиды, которые нарушали диэлектрические свойства. Решили ступенчатым нагревом до 800°C с выдержкой.
Особенно сложно с биметаллическими пластинами. Колебания влажности в цехе всего на 15% приводят к изменению кривой срабатывания. Пришлось устанавливать локальные осушители в зоне сборки расцепителей. Кстати, на сайте https://www.sendaao.ru есть технические заметки по этой теме — мы там как раз публиковали данные испытаний при разных климатических условиях.
А вы знали, что толщина покрытия контактов серебром влияет на работу при частичных нагрузках? Мы как-то пробовали уменьшить слой с 6 до 3 мкм для экономии — через 2000 циклов коммутаций на 0,8Iн появился неравномерный износ. Вернули стандарт 6-8 мкм, хотя себестоимость выросла на 7%.
Логистика компонентов: от Китая до Подмосковья
Когда только начинали локализацию в России, были проблемы с пружинами возвратного механизма. Китайские поставщики стабильно держали качество, но после перехода на отечественного производителя из Электростали пришлось трижды пересматривать термообработку стали. Сейчас используем пружины с натяжением 18±2 Н при ходе 4 мм — параметр, который многие не проверяют, а зря.
Интересный случай был с партией корпусов из стеклонаполненного полиамида. Летом 2022 года из-за смены логистических маршрутов материал неделю пролежал в порту при повышенной влажности. При формовании появились внутренние напряжения — 12% корпусов потрескались при сборке винтовых зажимов. Теперь всегда проводим внеплановые испытания на ударную вязкость по Шарпи для каждой парсии сырья.
Кстати, ООО Тяньцзинь Цэньдаао Электрик как раз специализируется на таких тонкостях — их лаборатория условий транспортировки выдает рекомендации по упаковке, которые мы теперь используем для всех критичных компонентов. На их сайте https://www.sendaao.ru видел отчеты по испытаниям на вибростенде — полезные данные для проектирования упаковки.
Монтажные нюансы, о которых не пишут в инструкциях
При монтаже в щитах часто пережимают шины под винтовыми зажимами. Казалось бы, элементарно — но на прошлой неделе видел, как на объекте в Балашихе монтажник динамометрическим ключом выставил 3,5 Н·м вместо рекомендуемых 2,8 Н·м. Результат — деформация контактной группы и нагрев на 15°C выше нормы при нагрузке всего 60% от номинала.
Еще момент: при установке в рядные щиты иногда забывают про тепловое влияние соседних аппаратов. Как-то замеряли температуру на автомате, окруженном с двух сторон — при номинальной нагрузке перегрев достигал 25°C против допустимых 15°C по ГОСТ. Пришлось пересматривать схему компоновки и добавлять воздушные зазоры.
Особенно критично для цепей с частыми коммутациями — вентиляция щитов должна быть рассчитана с запасом минимум 30%. Мы сейчас для таких случаев рекомендуем ставить аппараты через один модуль, хотя это увеличивает габариты щитов на 15-20%.
Что показывают реальные испытания
На стендах КЗ иногда вижу интересные эффекты. Например, при тестировании отключающей способности 6 кА заметил, что скорость гашения дуги зависит от фазы включения. При коммутации в момент перехода напряжения через ноль дуга гаснет на 2-3 мс быстрее. Это незначительное отличие, но для критичных цепей имеет значение.
А вы замечали, как ведут себя разные серии при коммутации емкостных нагрузок? У нас была проблема с ВА47-63 — при отключении батарей конденсаторов УКРМ возникали перенапряжения. Пришлось дорабатывать дугогасительные камеры, добавлять дополнительные пластины. Сейчас эта модификация идет как исполнение 'С' в прайсе на https://www.sendaao.ru
Кстати, о модификациях. После жалоб с объектов на ложные срабатывания ввели дополнительный контроль момента затяжки винтов клемм. Оказалось, при превышении момента 3,2 Н·м деформируется биметалл, что сдвигает характеристику срабатывания. Теперь на производстве используем динамометрические отвертки с ограничением 2,9 Н·м — брак по этой причине упал до нуля.
Перспективы и тупиковые ветви развития
Пробовали внедрять систему онлайн-мониторинга состояния контактов через датчики температуры — технология интересная, но для массовых серий пока нерентабельна. Стоимость одного датчика сравнима со стоимостью самого автомата. Может, через 5-10 лет...
А вот переход на лазерную маркировку вместо штамповки оказался удачным решением. Не только потому, что маркировка не стирается, но и потому что исключили механические напряжения в зоне крепления расцепителя. Кстати, это одна из немногих модернизаций, которая окупилась за 8 месяцев.
Сейчас экспериментируем с покрытиями для медных шин — наносоставы на основе графена показывают интересные результаты по снижению переходного сопротивления. Но стоимость пока неприемлема для серийного производства. Возможно, к 2025 году...
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Модульный автоматический выключатель с защитой электродвигателей
Модульный автоматический выключатель с защитой электродвигателей -
 SDAQG1 серия двухканальный автоматический переключатель резерва (уровень PC)
SDAQG1 серия двухканальный автоматический переключатель резерва (уровень PC) -
 Комплектное металлическое закрытое распределительное устройство коробчатого типа с фиксированной установкой HXGN15A-12ZF(R)
Комплектное металлическое закрытое распределительное устройство коробчатого типа с фиксированной установкой HXGN15A-12ZF(R) -
 Автоматический реверсивный защитный аппарат от перенапряжений и пониженного напряжения с выдержкой времени
Автоматический реверсивный защитный аппарат от перенапряжений и пониженного напряжения с выдержкой времени -
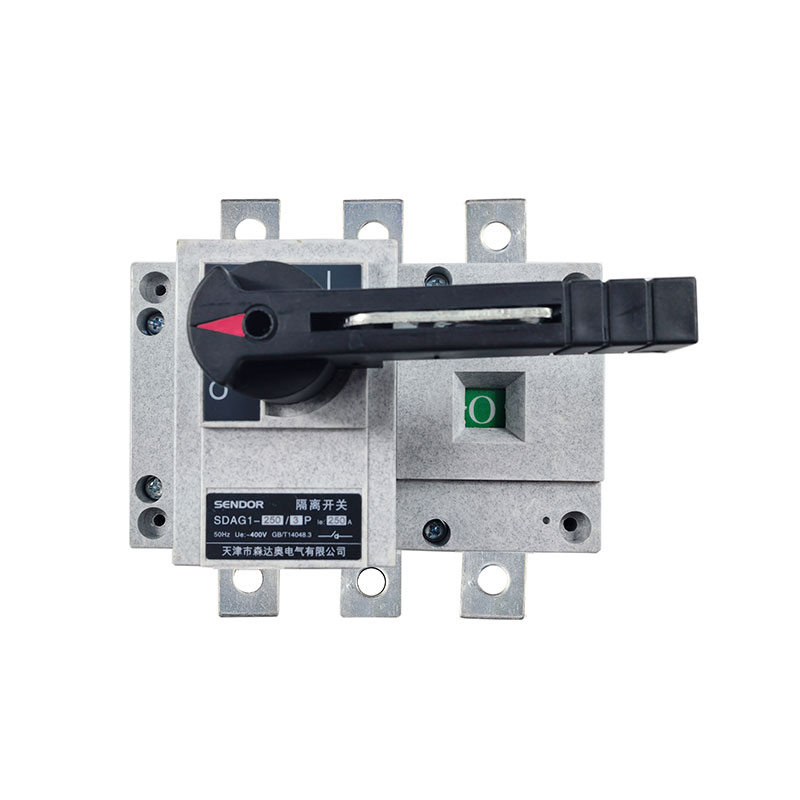 Разъединитель серии SDAG1
Разъединитель серии SDAG1 -
 Интеллектуальный универсальный автоматический выключатель
Интеллектуальный универсальный автоматический выключатель -
 Коммутационно-защитный аппарат управления серии SDACPS
Коммутационно-защитный аппарат управления серии SDACPS -
 Автоматический выключатель в пластиковом корпусе серии SDAM1
Автоматический выключатель в пластиковом корпусе серии SDAM1 -
 Устройство защиты от перенапряжений серии SDALY68
Устройство защиты от перенапряжений серии SDALY68 -
 Модульный автоматический выключатель
Модульный автоматический выключатель -
 Электронный автоматический выключатель в пластиковом корпусе серии SDAM1E
Электронный автоматический выключатель в пластиковом корпусе серии SDAM1E -
 Автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM1L
Автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM1L
Связанный поиск
Связанный поиск- Поставщики автоматических выключателей с характеристикой разъединителя типа c
- Дешевые производители автоматических коммутационных аппаратов
- Миниатюрные автоматические выключатели китая
- Заводы по производству распределительных устройств в китае
- Отличный выключатель нагрузки вн-63 ампер
- Ведущий поставщик распределительных щитов
- Поставщики установки распределительных устройств из китая
- Поставщики ведущих расценок на распределительные шкафы
- 4-полюсный автоматический выключатель из китая
- Ведущие погодозащищенные автоматические выключатели (ухл3)