

Заводы по производству разъединителей
Когда говорят про заводы по производству разъедидинителей, часто представляют идеальные цеха с новейшим оборудованием. На деле же даже на современных производствах вроде ООО Тяньцзинь Цэньдаао Электрик приходится постоянно балансировать между ГОСТами и реальными возможностями оборудования. Помню, как на запуске линии для РЛНД-10/400 пришлось переделывать систему крепления ножей три раза — то зазор не выдерживали, то динамическая стойкость не проходила.
Технологические тонкости, о которых молчат поставщики
На том же https://www.sendaao.ru упоминают автоматизированную линию для контактных групп, но не пишут, что для меди марки М1Ф приходится подбирать скорость подачи с точностью до 0.2 м/мин. Если переборщить — появляются микротрещины, которые проявятся только через 500 циклов коммутаций.
С эпоксидной изоляцией вообще отдельная история. Формовку при 85°C выдерживают далеко не все смолы, а те что выдерживают — часто дают усадку в 1.5-2% против заявленных 0.8%. Приходится либо увеличивать припуски, либо рисковать герметичностью.
Особенно проблемными оказались разъединители на 35 кВ с дистанционным управлением. Механика приводов требовала такой точности, что обычные шарикоподшипники пришлось заменять на скользящие втулки — выиграли в точности, но проиграли в ресурсе.
Материалы: где можно сэкономить, а где — категорически нет
Опыт ООО Тяньцзинь Цэньдаао Электрик показал: на контактных группах экономить — себе дороже. Пробовали заменять медь на биметалл — через полгода эксплуатации началось окисление в местах стыков. Вернулись к цельномедным ножам с серебряным напылением.
А вот на корпусах для внутренней установки удалось перейти с нержавейки на оцинкованную сталь с полимерным покрытием. Ресурс снизился незначительно, за себестоимость упала на 18%. Главное — контролировать толщину покрытия в угловых зонах.
Изоляторы — отдельная головная боль. Керамика vs полимер — вечный спор. Для умеренного климада полимеры выигрывают, но в приморских районах лучше показывает себя глазурованная керамика. Хотя её вес часто требует усиления конструкций.
Сборка и контроль: где теряется качество
Самое уязвимое место — регулировка контактного нажатия. Автоматика не всегда справляется, приходится держать бригаду регулировщиков со щупами. Погрешность в 5Н уже критична — либо будет перегрев, либо повышенный износ.
Диэлектрические испытания — ещё один камень преткновения. Некоторые заводы экономят на полном цикле испытаний, проверяя выборочно 1 из 10 изделий. Мы в своё время попались на этом — пришлось отзывать партию РВЗ-35 после двух случаев пробоя на подстанции.
Сейчас внедрили систему, когда каждый разъединитель проходит хотя бы базовые испытания: сопротивление изоляции, коммутационная способность и проверку на стойкость к токам КЗ. Дороже, но спокойнее.
Логистика и монтаж: неочевидные сложности
Габариты разъединителей на 110 кВ часто требуют специального транспорта — не все это учитывают при планировании поставок. Один раз пришлось снимать опоры ЛЭП на участке подъезда к объекту.
Монтажные бригады часто недооценивают важность центровки. Перекос в 2-3 мм на высоте 6 метров даёт дополнительную нагрузку на привод, что через год выливается в ремонт. Приходится обучать монтажников использованию лазерных нивелиров.
Упаковка — казалось бы, мелочь. Но после случая, когда контакты повредились при перевозке морским контейнером, перешли на индивидуальные деревянные crate-каркасы с амортизаторами. Увеличило стоимость логистики, но сохранило продукцию.
Эволюция требований и адаптация производств
За последние 5 лет резко ужесточились требования по пожарной безопасности. Пришлось пересматривать конструкцию дугогасительных камер — особенно для ручных разъединителей. Некоторые решения пришлось патентовать.
Цифровизация затронула и наши изделия. Теперь стандартом стало наличие датчиков положения и температурных сенсоров. Интеграция с АСУ ТП потребовала изменения протоколов связи — пришлось модернизировать испытательные стенды.
Экологические нормы вынудили перейти на менее летучие растворители в покрасочных цехах. Неожиданно это улучшило адгезию — побочный положительный эффект.
Перспективы и тупиковые ветви развития
Попытка создать 'универсальный' разъединитель для 10-35 кВ провалилась — получилось громоздко и ненадёжно. Лучше специализированные линейки под конкретные задачи.
А вот модульная конструкция для РЛК оказалась удачной — ремонт стал в 3 раза быстрее. Особенно оценили энергетики на удалённых подстанциях.
Сейчас экспериментируем с самосмазывающимися подшипниками в приводах — пока результаты обнадёживают, но окончательные выводы делать рано. Нужно пройти как минимум два сезона — лето и зиму.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Низковольтное распределительное устройство переменного тока типа GGD
Низковольтное распределительное устройство переменного тока типа GGD -
 Модульный автоматический выключатель дифференциального тока с защитой электродвигателей
Модульный автоматический выключатель дифференциального тока с защитой электродвигателей -
 Бытовой контактор переменного тока серии SDAC2
Бытовой контактор переменного тока серии SDAC2 -
 SDAQG2 серия двухканальный автоматический переключатель резерва (уровень PC)
SDAQG2 серия двухканальный автоматический переключатель резерва (уровень PC) -
 SDAQG1 серия двухканальный автоматический переключатель резерва (уровень PC)
SDAQG1 серия двухканальный автоматический переключатель резерва (уровень PC) -
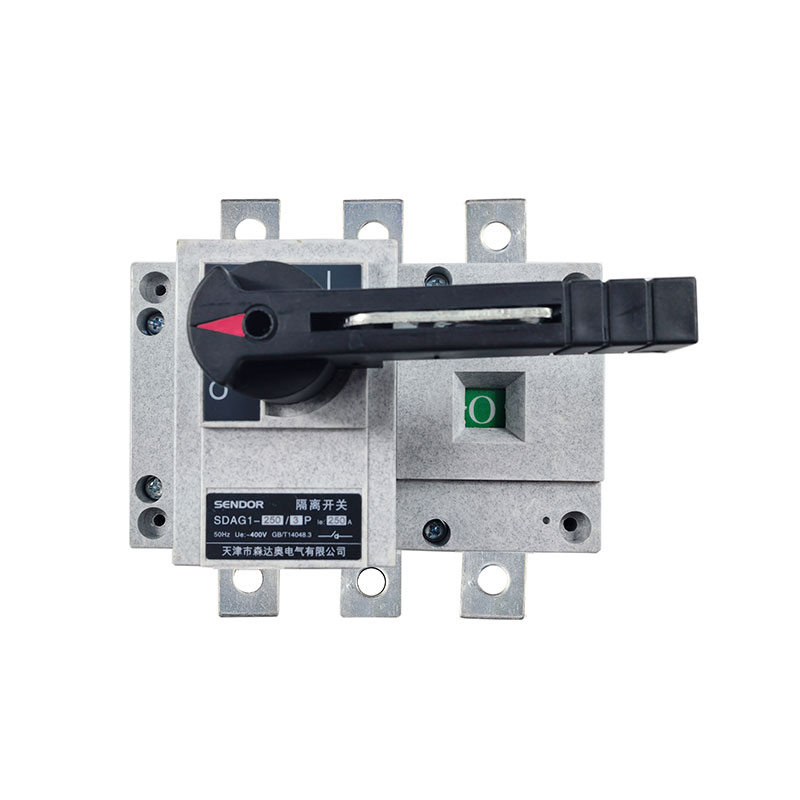 Разъединитель серии SDAG1
Разъединитель серии SDAG1 -
 Автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM1L
Автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM1L -
 Электронный автоматический выключатель в пластиковом корпусе серии SDAM1E
Электронный автоматический выключатель в пластиковом корпусе серии SDAM1E -
 SDAQ1 серия двухканальный автоматический переключатель резерва (уровень CB)
SDAQ1 серия двухканальный автоматический переключатель резерва (уровень CB) -
 Ограничитель тока защиты
Ограничитель тока защиты -
 Автоматический выключатель в пластиковом корпусе с защитой электродвигателей
Автоматический выключатель в пластиковом корпусе с защитой электродвигателей -
 Силовой распределительный щит переменного тока низкого напряжения типа XL-21
Силовой распределительный щит переменного тока низкого напряжения типа XL-21
Связанный поиск
Связанный поиск- Ведущий поставщик контакторов для подключения
- Отличный универсальный автоматический выключатель
- Завод модульного автоматического выключателя 6a в китае
- Производители ведущих распределительных шкафов цены
- Заводы для баз электрооборудования
- Поставщики распределительных коробок из китая
- Отличный автоматический выключатель с утечкой на землю
- Высококачественные автоматические выключатели
- Отличный производитель подстанций ящичного типа
- Ведущий производитель автоматических выключателей на 10 а