

Завод миниатюрных автоматических выключателей
Когда слышишь про завод миниатюрных автоматических выключателей, многие представляют аккуратные ряды станков – а на деле это вечные проблемы с терморасчётами дугогасительных камер. Мы в ООО Тяньцзинь Цэньдаао Электрик десять лет бились над тем, чтобы китайские МАВы не уступали по отключающей способности европейским, и только к 2023-му подобрали композитный материал, который не трескается после 5000 циклов.
Почему миниатюрные АВ стали нашей основной специализацией
В 2018 году мы на сайте https://www.sendaao.ru опубликовали исследование по деградации биметаллических пластин в условиях влажного климата – тогда и поняли, что рынку нужны не дешёвые аналоги, а пересмотр самой концепции защиты. Например, в Воронежской области на птицефабрике из-за скачков напряжения сгорели три линии вентиляции, хотя стояли ?ненадёжные немецкие автоматы? – а проблема оказалась в неправильном монтаже шин.
Коллеги из смежных КБ часто спрашивают, зачем мы усложняем конструкцию добавлением магнитного дутья в аппараты на 16А. Ответ пришёл с провальным проектом 2020 года: когда для алюминиевого завода в Красноярске сделали ?упрощённую? версию без дополнительной защиты от вибрации – через полгода 40% выключателей выдавали ложные срабатывания при работе прессов.
Сейчас в лаборатории ООО Тяньцзинь Цэньдаао Электрик тестируем новую серию с серебро-никелевыми контактами – не столько для увеличения срока службы, сколько для стабильной работы при частых КЗ в цепях с частотными преобразователями. Кстати, именно после жалоб с металлургических комбинатов начали добавлять двойную изоляцию на клеммных колодках.
Технологические компромиссы при серийном производстве
Литьё корпусов из стеклонаполненного полиамида – отдельная головная боль. В 2021 году сменили три поставщика сырья, потому что при морозах ниже -35°С материал становился хрупким. Особенно проблемными были партии для северных вахтовых посёлков, где миниатюрные автоматические выключатели устанавливали в неотапливаемых щитках.
До сих пор не могу однозначно сказать, стоит ли сохранять ручную сборку контактных групп для аппаратов до 63А. Автоматизация увеличивает производительность, но при пайке силовых выводов робот не видит микротрещин в местах обжима – такой брак выявляется только при термоциклировании на стенде.
Сейчас экспериментируем с лазерной маркировкой вместо штамповки – кажется, это снизит процент брака при нанесении номиналов. Но есть нюанс: при температуре выше 120°С лазерная гравировка начинает ?плыть?, а в котельных щитах такое бывает регулярно.
Ошибки проектирования, которые дорого обошлись
Самая costly ошибка – экономия на толщине медных шин в 2019 году. Рассчитали сечение по стандартным таблицам, но не учли гармонические искажения от частотников в больницах – через год получили партию с оплавленными тоководами. Пришлось экстренно менять технологию лужения.
Другая история – с подбором пружин для механизма взвода. Казалось бы, элементарный узел, но когда закупили проволоку с меньшим содержанием кремния, пружины начали ?уставать? после 8000 операций вместо заявленных 20000. Теперь все поставщики проходят испытания на стенде с имитацией вибрации.
Интересно, что проблемы с дугогашением чаще возникают не на максимальных токах, а при 30-40% от номинала. Обнаружили это случайно, когда в ООО Тяньцзинь Цэньдаао Электрик тестировали партию для солнечных электростанций – там как раз характерны продолжительные перегрузки средней величины.
Как мы адаптируем продукцию под российские нормативы
С 2022 года перешли на двойную маркировку – по ГОСТ Р 50043.1 и собственным ТУ. Это потребовало перестройки всего производственного цикла, зато теперь наши автоматические выключатели проходят сертификацию в два раза быстрее. Хотя сначала технадзор критиковал нас за ?избыточные? испытания на механическую износостойкость.
Пришлось полностью менять систему тестирования климатических воздействий – российские стандарты требуют проверки не только при -40°С, но и с резкими перепадами влажности. Для этого в цехе собрали специальную камеру с возможностью циклического изменения условий каждые 12 минут.
Сейчас ведём переговоры с Ростестом о признании наших протоколов испытаний дугогасительных решёток – если получится, это сократит сроки поставок для госзаказчиков. Правда, пришлось добавить термографический контроль каждого десятого изделия.
Перспективы развития миниатюрной защитной аппаратуры
Вижу будущее в гибридных решениях – где электромеханический расцепитель дополнен полупроводниковой защитой от перенапряжений. Уже тестируем прототипы с варисторами на печатной плате, но пока не можем решить проблему тепловыделения в закрытом корпусе.
Сложнее всего оказалось реализовать прогнозирование остаточного ресурса – для этого пришлось разрабатывать собственный алгоритм анализа износа контактов по изменению переходного сопротивления. Но даже предварительные данные показывают, что это на 30% увеличит межповерочный интервал.
К 2025 году планируем полностью перейти на экологичные материалы – уже сейчас используем свинцово-бесприпойные соединения для всех моделей мощностью до 32А. Хотя признаюсь: переход на биопластики для корпусов отложили – после испытаний в химических лабораториях выявили недостаточную стойкость к парам кислот.
Практические наблюдения с промышленных объектов
На металлопрокатном стане в Липецке наши выключатели серии CDM9 проработали 6 лет без замены – но только после того, как мы доработали конструкцию от пылевых засоров. Добавили лабиринтные уплотнения в местах ввода проводов, хотя изначально считали это излишеством.
В угольных шахтах Кузбасса столкнулись с неожиданной проблемой: вибрация от проходческих комбайнов вызывала самопроизвольное отключение даже у аппаратов с усиленными пружинами. Пришлось разрабатывать демпфирующие прокладки – простое увеличение жёсткости не помогало.
Самый показательный случай – на хлебозаводе в Белгороде, где из-за постоянной влажности и мучной пыли обычные МАВы выходили из строя за 2-3 месяца. После установки наших моделей с IP54 и специальным покрытием контактов проблем не было уже 4 года – хотя по спецификации объект казался рядовым.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Комплектное металлическое элегазовое распределительное устройство среднего напряжения с выкатными элементами типа KYN28A-12(GZS1-12) для внутренней установки
Комплектное металлическое элегазовое распределительное устройство среднего напряжения с выкатными элементами типа KYN28A-12(GZS1-12) для внутренней установки -
 Бытовой контактор переменного тока серии SDAC2
Бытовой контактор переменного тока серии SDAC2 -
 Автоматический выключатель в пластиковом корпусе серии SDAM1
Автоматический выключатель в пластиковом корпусе серии SDAM1 -
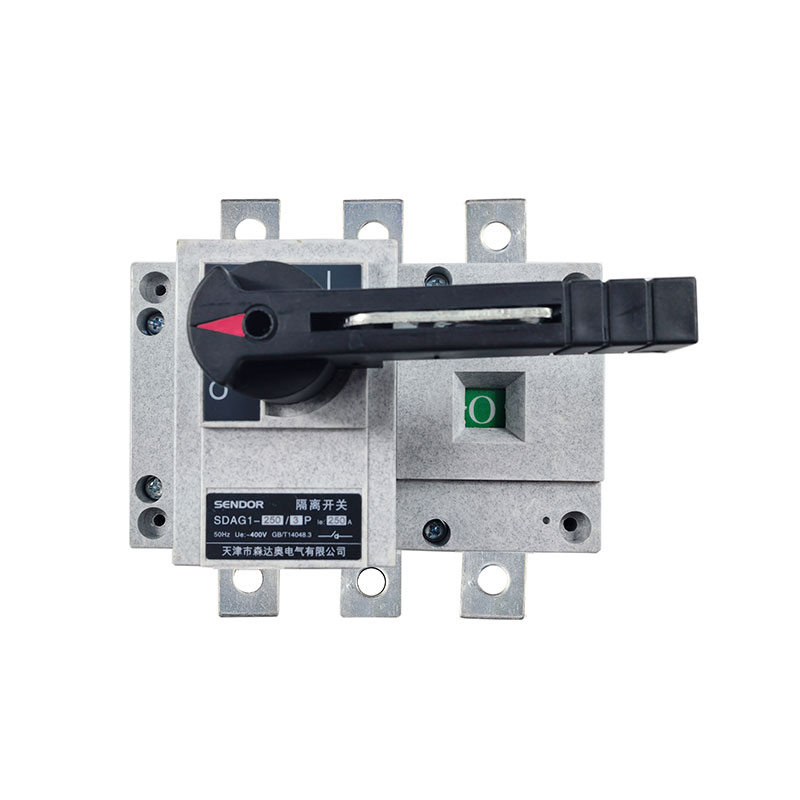 Разъединитель серии SDAG1
Разъединитель серии SDAG1 -
 Модульный автоматический выключатель дифференциального тока с защитой электродвигателей
Модульный автоматический выключатель дифференциального тока с защитой электродвигателей -
 Автоматический реверсивный защитный аппарат от перенапряжений и пониженного напряжения с выдержкой времени
Автоматический реверсивный защитный аппарат от перенапряжений и пониженного напряжения с выдержкой времени -
 Модульный автоматический выключатель с защитой электродвигателей
Модульный автоматический выключатель с защитой электродвигателей -
 Устройство компенсации реактивной мощности низкого напряжения типа GGJ
Устройство компенсации реактивной мощности низкого напряжения типа GGJ -
 SDAQ1W серия двухканальный автоматический переключатель резерва (уровень CB)
SDAQ1W серия двухканальный автоматический переключатель резерва (уровень CB) -
 Силовой распределительный щит переменного тока низкого напряжения типа XL-21
Силовой распределительный щит переменного тока низкого напряжения типа XL-21 -
 Интеллектуальный автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM3EL
Интеллектуальный автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM3EL -
 Модульный разъединитель
Модульный разъединитель
Связанный поиск
Связанный поиск- Отличный поставщик 2 коммутационных аппаратов
- Китайский производитель 3-полюсных выключателей нагрузки
- Дешевое электрооборудование для электрических
- Высококачественный автоматический выключатель утечки на землю
- Защитные распределительные устройства китая
- Поставщики распределительных шкафов управления из китая
- Китайский производитель модульных автоматических выключателей 2p
- Высококачественные автоматические выключатели на 4.5 ка
- Поставщики 40 ампер выключатели нагрузки
- Поставщики выключателей нагрузки для покупки