

Завод модульных автоматических выключателей
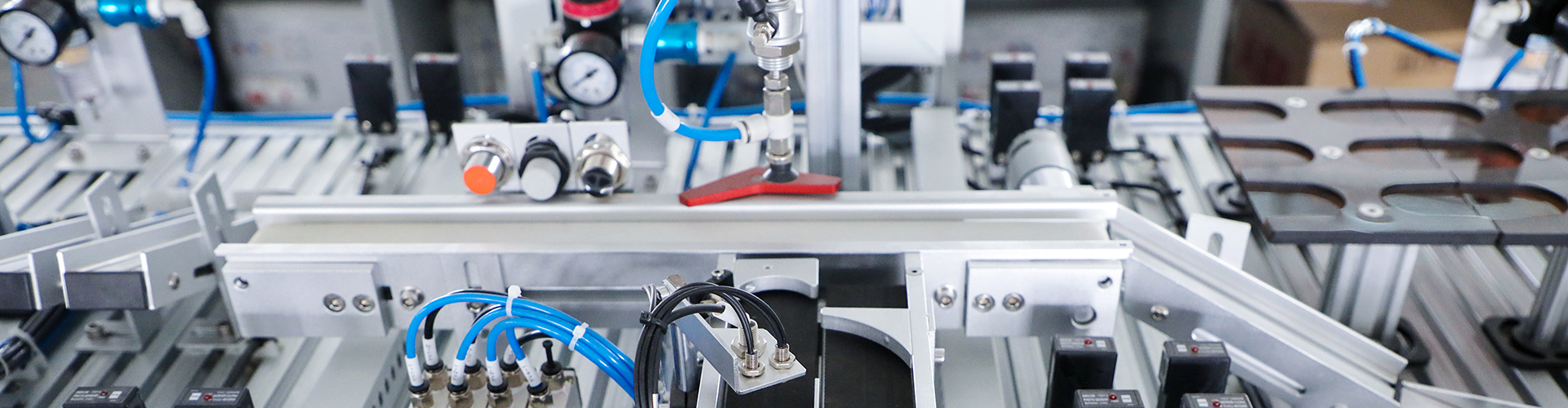
Когда слышишь про завод модульных автоматических выключателей, многие представляют конвейер с роботами, где детали сами собираются в идеальные устройства. На деле же даже на автоматизированных линиях вроде тех, что у ООО Тяньцзинь Цэньдаао Электрик, каждый третий выключатель требует ручной подстройки биметаллической пластины.
Почему китайские АВВ не всегда 'кондиционеры'
Мы в 2018 году пробовали локализовать производство по немецким лекалам - получили партию, где дугогасительные камеры перегревались уже при 80% нагрузки. Пришлось срочно менять состав полиамида в корпусах, хотя по ТУ всё идеально сходилось. Сейчас на https://www.sendaao.ru упоминают сертификацию по МЭК 60898, но там нюанс: стандарт допускает ±20% погрешность в время-токовых характеристиках при температуре ниже -5°C.
Коллеги из Тяньцзинь Цэньдаао Электрик как-то показывали статистику отказов - оказывается, 40% рекламаций связаны не с заводским браком, а с неправильным монтажом. Электрики зажимают многожильные провода без оконцевателей, потом удивляются, почему модульные автоматические выключатели подгорают на клеммах.
Запомнился случай с объектом в Сочи: заказчик требовал выключатели с номиналом 25А, но по факту в щитах температура достигала 50°C. Пришлось объяснять, что в таких условиях нужно брать устройства на 32А - тепловой расцепитель срабатывал раньше из-за нагрева от соседних линий.
Технологические ловушки при литье корпусов
С поликарбонатом для корпусов вечная головная боль - если добавить антипирены больше нормы, материал становится хрупким при морозе. Как-то отгрузили партию в Якутск, а там при -55°C рукоятки отламывались при первом включении. Теперь все образцы тестируем в термокамере при -60°C, хотя по ГОСТу достаточно -40°C.
Особенно сложно с литьём арктических серий - приходится добавлять стекловолокно, но тогда страдает дугостойкость. В прошлом месяце пришлось забраковать 1200 корпусов из-за микротрещин в местах крепления расцепителей. Инженеры ООО Тяньцзинь Цэньдаао Электрик предлагали перейти на полиэфирсульфон, но себестоимость вырастает в 2.3 раза.
Кстати, по поводу цветовых маркеров - многие производители экономят на красителях. После 5 лет эксплуатации синие флажки тепловых расцепителей выцветают до грязно-белого. Приходится рекомендовать заказчикам делать дополнительную маркировку несмываемым маркером.
Проблемы с калибровкой электромагнитных расцепителей
При сборке автоматических выключателей модульного типа дольше всего возимся с катушками мгновенного расцепления. Автоматика не всегда точно выдерживает зазор между сердечником и якорем - если превысить на 0.1 мм, устройство не сработает при КЗ 3000А.
В прошлом квартале была партия где расцепители срабатывали при 8-10Iн вместо 3-5Iн. Оказалось, поставщик поменял марку электротехнической стали без уведомления. Теперь каждый рулон проверяем на магнитную проницаемость.
Интересно, что для тропического климата приходится дополнительно лакировать катушки - обычный лак отслаивается при влажности 95%. Как-то получили рекламацию из Вьетнама: выключатели залипали в положении 'вкл' после сезона дождей. Пришлось разрабатывать специальный состав с фунгицидами.
Нюансы тестирования готовой продукции
На стендах проверяем не только время срабатывания, но и износ контактов. После 5000 циклов ВО-отключение должно сохранять температуру не выше 65°C на клеммах. Но лабораторные испытания часто не учитывают вибрацию - на промышленных объектах болтовые соединения постепенно ослабевают.
Недавно внедрили тепловизоры для контроля сборных шин - оказалось, при номинальном токе 63А перегрев в месте крепления достигает 15°C выше ambient. Пришлось менять конструкцию токоведущих частей, хотя по паспорту всё было в норме.
Особенно сложно с выключателями типа В - российские энергетики часто требуют завышенные характеристики, хотя для бытовых сетей достаточно категории АС. Приходится держать двойной ассортимент: для РФ с запасом по току КЗ 10 кА, для СНГ - 6 кА.
Логистические подводные камни
С транспортировкой всегда проблемы - даже при правильной упаковке вибрация в контейнерах приводит к смещению calibration screws. Теперь перед отгрузкой обязательно делаем контрольный прогон на 10% выборки из каждой партии.
Особенно досталось от перевозчиков - как-то в Новосибирск приехали выключатели с треснувшими дугогасительными решётками. Пришлось организовывать на месте ремонтную мастерскую, хотя по контракту это не наша обязанность.
Кстати, про ООО Тяньцзинь Цэньдаао Электрик - они научились упаковывать устройства в вакуумную плёнку с силикагелем. После этого случаи коррозии контактов при морских перевозках сократились на 70%. Недавно переняли этот опыт для поставок в портовые зоны.
Эволюция требований к модульным аппаратам
Сейчас всё чаще требуют УЗО-Д со встроенной защитой от перенапряжений - но разместить всё в стандартном модуле 18mm практически нереально. Приходится идти на хитрости: делать корпуса на 1.5 модуля или использовать SMD-компоненты.
Интересно наблюдать как меняются стандарты: ещё 5 лет назад никто не требовал сертификацию по пожарной безопасности EN 60947-2, а сейчас без него не берут в госзаказы. Пришлось полностью менять материал корпусов на самозатухающий поликарбонат.
Кстати, про температурные режимы - выяснилось что при групповой установке в щитах модульные выключатели взаимно нагреваются. Теперь в паспортах указываем поправочный коэффициент 0.8 для монтажа более 10 аппаратов в ряд. Хотя по идее это должен рассчитывать проектировщик.
В итоге понимаешь, что даже на автоматизированном заводе модульных автоматических выключателей без человеческого опыта не обойтись. Все эти тонкости не прописать в ТУ - только годами набивать шишки на реальных объектах. Как говаривал наш технолог из Тяньцзинь Цэньдаао Электрик: 'Хороший аппарат не тот, что прошёл испытания, а тот, что не вернулся с объекта'.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
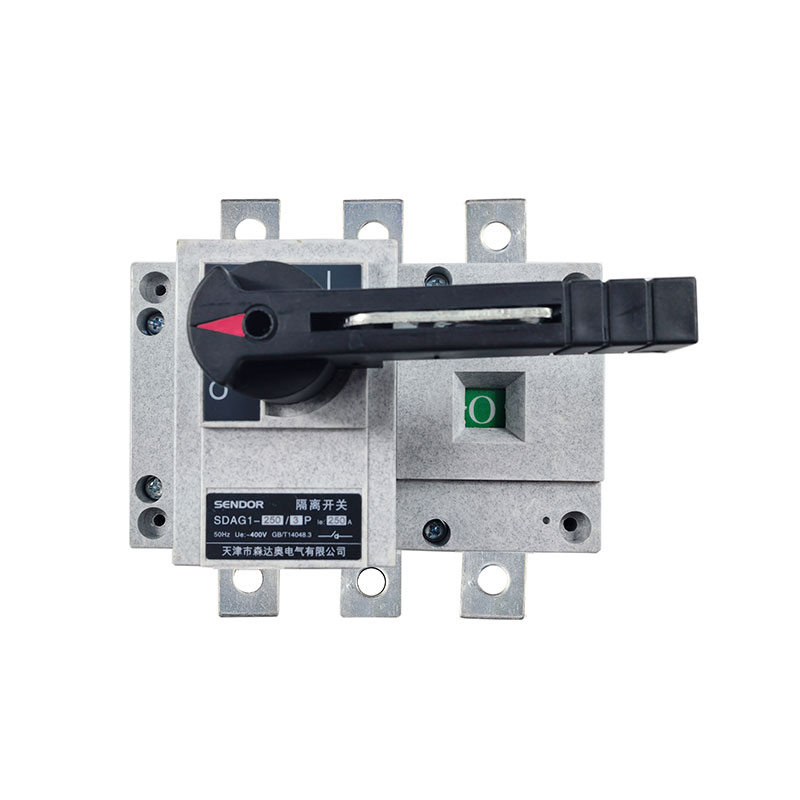 Разъединитель серии SDAG1
Разъединитель серии SDAG1 -
 Коммутационно-защитный аппарат управления серии SDACPS
Коммутационно-защитный аппарат управления серии SDACPS -
 Модульный автоматический выключатель
Модульный автоматический выключатель -
 Автоматический реверсивный защитный аппарат от перенапряжений и пониженного напряжения с выдержкой времени
Автоматический реверсивный защитный аппарат от перенапряжений и пониженного напряжения с выдержкой времени -
 Электронный автоматический выключатель в пластиковом корпусе серии SDAM1E
Электронный автоматический выключатель в пластиковом корпусе серии SDAM1E -
 Силовой распределительный щит переменного тока низкого напряжения типа XL-21
Силовой распределительный щит переменного тока низкого напряжения типа XL-21 -
 Модульный разъединитель
Модульный разъединитель -
 Интеллектуальный автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM3EL
Интеллектуальный автоматический выключатель в пластиковом корпусе с защитой от токов утечки серии SDAM3EL -
 Интеллектуальный автоматический выключатель в пластиковом корпусе серии SDAM3E
Интеллектуальный автоматический выключатель в пластиковом корпусе серии SDAM3E -
 Комплектное металлическое элегазовое распределительное устройство среднего напряжения с выкатными элементами типа KYN28A-12(GZS1-12) для внутренней установки
Комплектное металлическое элегазовое распределительное устройство среднего напряжения с выкатными элементами типа KYN28A-12(GZS1-12) для внутренней установки -
 SDAQ1W серия двухканальный автоматический переключатель резерва (уровень CB)
SDAQ1W серия двухканальный автоматический переключатель резерва (уровень CB) -
 Резервный защитный аппарат серии SDASCB
Резервный защитный аппарат серии SDASCB
Связанный поиск
Связанный поиск- Китайский завод токовых контакторов
- Ведущие автоматические выключатели на 5 ка
- Высококачественный контактор 25a
- Отличный производитель xl-21
- Ведущие защитные распределительные устройства
- Высококачественный kn28
- Китайские производители автоматических распределительных устройств
- Ведущие производители силовых распределительных шкафов
- Ведущий поставщик фундаментов для электрооборудования
- Китайский производитель модульных автоматических выключателей 2p